Investment Casting


Lost Wax Casting
Also known as lost wax casting, investment casting allows us to transform your designs into precision-engineered components with exceptional repeatability.
We combine traditional foundry craftsmanship with cutting-edge technology such as 3D printing for rapid prototyping, enabling faster development, testing, and production. Every part is inspected to rigorous quality standards, giving you complete confidence in both performance and reliability.
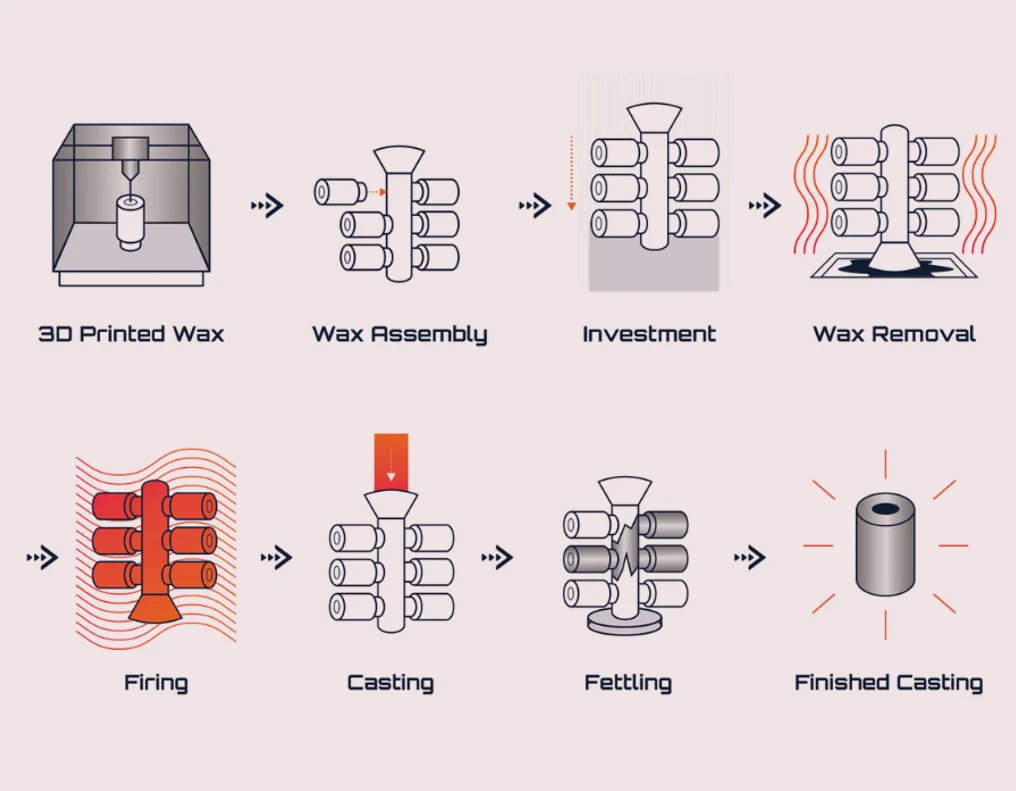
The Investment Casting Process
Investment casting uses a hard refractory ceramic mould to produce parts with much tighter tolerances than other methods, such as sand casting. In sand casting, the mould must be broken apart to remove the part, often leaving a rough surface. By contrast, investment casting delivers a smooth finish with only a minimal parting line, typically requiring little to no secondary processing such as polishing or trimming.

3D Printed Wax

Wax Assembly

Investment

Wax Removal

Firing

Casting

Fettling

Finished Casting
Why Choose Dean Group?
Over 50 Years of Specialist Experience
Unlike sand casting, which requires breaking apart the mould to divest the pattern, the investment casting process results in a smoother surface with only a minor parting line. Investment casting generally does not need much secondary processing (polishing, trimming, etc.). Investment casting uses hard refractory ceramic, creating finished parts with much tighter tolerances than sand casting.

You Can Add Text, Logos and Numbers
Customise parts with your company name, logo, serial number, and more. Ideal for small, complex parts, offering flexibility and precision.
Allows for Repeatability
Ensures consistency and repeatability with virtually no tool wear. Reliable, cost-efficient, and produces error-free parts with exact dimensions
Benefit from Secondary Operations
While highly precise, parts can be enhanced with additional processes like annealing and tempering to improve properties such as strength and hardness.
Reduced Assembly Work
Minimises assembly work, allowing for quicker turnaround. Combines multiple parts into a single casting, saving time and money.
Cost-Effective Production
Achieve complex geometries without expensive secondary machining.
Non-Destructive Testing
Ensures quality through mechanical, chemical, X-ray, and ultrasonic testing. Techniques like microscopy and spectroscopy prevent material damage.
Our Services
From ferrous to non-ferrous metals and to other exotic metals, we can design and volume manufacture investment castings to a wide range of design specifications.

Commercial Grade Investment Casting Service

Premium Grade Investment Casting Service

Elite Grade Investment
Casting Service
Frequently Asked Questions
Investment casting, also called the lost wax process, is a metalworking technique used to create detailed and complex metal parts. It starts with making a wax model of the part, which is coated in ceramic to form a shell. When the wax melts away, molten metal is poured into the shell, producing precise metal components after cooling and finishing.
The name “investment casting” comes from the process of “investing,” or coating, the wax model with a ceramic material. This creates a mould after the wax is melted out, hence it’s also known as the lost wax casting process.
Investment casting can use almost any metal that melts and pours well. Common materials include stainless steel, carbon steel, aluminium alloys, copper and brass alloys, cobalt alloys, Inconel, and custom alloys. Dean Group can work with a wide range of metals based on your needs.
Investment casting is a bespoke process; each project comes with its own unique pricing. It is the most commercially effective way to produce complex parts in various alloys on a large scale. There are cheaper casting processes, but this will be at expensive of quality, material & overall finish.
Investment casting is perfect for producing highly detailed, complex metal parts that other methods can’t achieve. It’s widely used in industries like aerospace, defence, railway, and medical because it delivers precision parts with minimal finishing required
Investment casting offers high precision, tight tolerances, and smooth surface finishes, often reducing or eliminating the need for machining. It’s ideal for creating intricate shapes, delivers consistent results for any batch size, and can have turnaround times as fast as three to four weeks. The main thing that varies is cost as it’s more complex than simpler methods like sand casting, especially for large parts. For bespoke projects where accuracy and detail matter, the benefits often outweigh the difference in costings.
Contact Dean Group International for Your Investment Casting Quote
Brinell Drive
Northbank Industrial Park
Irlam
Manchester
M44 5BL
Registered in England VAT No: 146307478 Company Registration No: 1062820

